導入事例Introduction Example
大型航空部品の鍛造工程をIoT管理、人手作業の把握をスマート端末で補完
Last Update 2022.2.7
オールジャパンで結集航空機の部品を製造
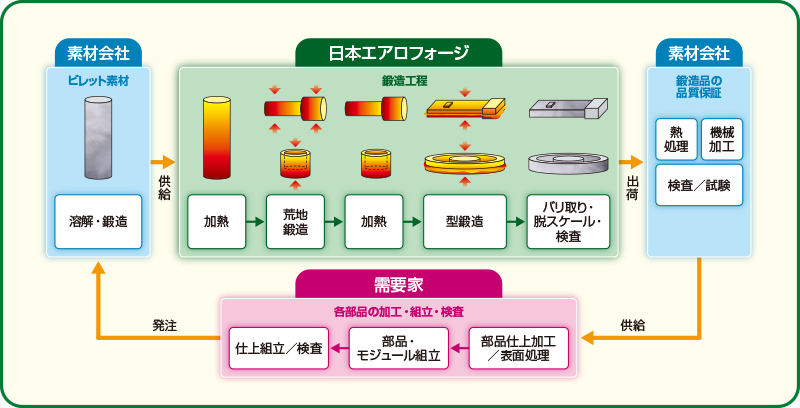
日本エアロフォージ㈱は、国内初の大型鍛造品の専門企業として2011年に設立された。加圧力が世界最大の5万tを誇る最新鋭の油圧プレス機で、航空機用部品ほかを鍛造している(図表1)。加熱した金属素材を金型に入れて型押しするのだが、その対象は幅広い。ボーイング787の主翼付け根部分やランディングギア、あるいは航空機用エンジンのリングなどだ。発電用スチームタービンのブレードも製造している。
 これら大型鍛造部品の原料は、素材会社(神戸製鋼,日立金属)が熔解・製造するチタン合金やニッケル合金などの素材(ビレット)だ。同社では、このビレットを加熱して荒地鍛造という1次工程の鍛造を行った後、部品をかたどった金型で最終的な形に仕上げる。その後、スケール(表面の皮膜)や疵(きず)を落として完成させ、素材会社へ出荷する。
これら大型鍛造部品の原料は、素材会社(神戸製鋼,日立金属)が熔解・製造するチタン合金やニッケル合金などの素材(ビレット)だ。同社では、このビレットを加熱して荒地鍛造という1次工程の鍛造を行った後、部品をかたどった金型で最終的な形に仕上げる。その後、スケール(表面の皮膜)や疵(きず)を落として完成させ、素材会社へ出荷する。
大型鍛造品の製造工程
素材会社では鍛造品を熱処理・加工した後、需要家に出荷する。需要家となるのは、IHIや川崎重工などの国内重工メーカー、重電メーカーだ。 各メーカーで仕上げを行い、モジュールや部品に組み立てることで最終的な製品として航空機メーカーなどに納入される
ボーイング787の主翼付け根部分に使う鍛造部品は全長5.3m、重量1.5t。ランディングギアでも全長3~4m、重量1.5tと、いずれも巨大なものばかり。同社が設立されるまで、大型鍛造品は国内で製造できなかった。実は素材供給から部品の組み立てまでにかかわる各社は、日本エアロフォージの出資社でもある。世界規模で大きな成長が見込まれる航空機産業に対し、個別の企業の枠を越え、オールジャパンで資金や技術力を結集することで同社が誕生した。
 その努力を象徴する設備が、5万tプレスなのだ。加圧力が世界一であるとともに、細かな制御範囲も可能。加熱した素材を途中まで早く押して、最後だけゆっくり押すといった使い方もできる。上下の平衡を維持しながらプレスする平衡度制御の性能も高く、素材が座屈して折れ曲がってしまうこともない。プレス性能の高さについて、同社製造部課長の佐藤正樹氏は「普通なら複数回に分けて加熱・加圧するのを1度で、目的の形まで鍛造可能です。エネルギーコストが安くなり、価格競争力にもつながります」と語る。
その努力を象徴する設備が、5万tプレスなのだ。加圧力が世界一であるとともに、細かな制御範囲も可能。加熱した素材を途中まで早く押して、最後だけゆっくり押すといった使い方もできる。上下の平衡を維持しながらプレスする平衡度制御の性能も高く、素材が座屈して折れ曲がってしまうこともない。プレス性能の高さについて、同社製造部課長の佐藤正樹氏は「普通なら複数回に分けて加熱・加圧するのを1度で、目的の形まで鍛造可能です。エネルギーコストが安くなり、価格競争力にもつながります」と語る。
工場設備にセンサーを設置TC55で作業時間等を入力
“これからの技術”として喧伝されるIoT
航空部品の製造には極めて高い精度が要求される。それは設計図通りの寸法にするだけではない。製造工程にも厳格な管理が求められる。規定通りのプロセスで確実に製造しないと、寸法が同じでも必要な特性が得られないなどの問題が発生するためだ。佐藤氏は「航空部品の品質保証は、完成品を検査して保証するだけではありません。設計通りであることを保証するための製造プロセス管理が重要です」と強調する。そのため工場では、加熱炉やプレスなどあらゆる機器にセンサーを設置し、情報を自動収集する仕込みを構築している。今からどの素材を鍛造するのかという個体管理から始まり、その素材が何時何分に加熱炉に入って何度まで温度が上がったのか、素材がいつ鍛造できる状態になったのか、プレスでいつ加圧を始めて、いつ終わったのか……。
詳細な情報が操業管理システム「J-SKY」で記録・管理される。“これからの技術”として喧伝されるIoT(モノのインターネット)が、同社にとってはすでに当たり前の技術として導入されているわけだ。
同社の場合、様々な種類の部品が加熱や鍛造を繰り返すなど、製品ごとに工程の内容が異なる「ジョブショップ型」の工場となっている。こういった工場の場合、製品一つ一つを個体管理し、その製造プロセス管理を行うのは、至難の業であるが、日本エアロフォージは、先に述べた航空部品特有の品質保証要求に応える事が必須であり、IoT技術の導入が不可欠だった。しかし、IoTを簡単に導入できない工程がある。鍛造した素材の冷却保管や手入(ていれ)と呼ばれる削ったり、磨いたりする工程。さらに検査、出荷の工程は人手を介して行われるため、センサーで自動検知して情報収集するのが難しい。
同社では当初、工場内の詰所に設置したPCで製造に関する記録を入力していたが、作業者の移動や入力にかかる時間が生産効率上のムダとなる上、オンタイムでの情報入力でないため、情報精度に問題があった。
作業の進捗管理
そこで導入されたのがAndroidOS搭載の業務用タッチコンピュータ「TC55」(ゼブラ・テクノロジーズ製)を使うシステムだ。直感的で使いやすい画面・電話・無線通信・耐久性、そして高速バーコード読み取り機能を備え、ハンディリーダの上位機種として選定された。

業務用タッチコンピュータ「TC55」(ゼブラ・テクノロジーズ製)
システム開発は、JFEシステムズ㈱が担当し、作業者が携帯するTC55でバーコード入力を元に簡便に入力を行えるようにした。最も代表的な機能が作業の進捗管理。まず各素材に紐付いた作業指示書(プロセスシート)のバーコードをTC55で読み込み、システムから該当素材のデータにアクセス。そこで進捗状況(作業内容,開始時間,終了時間など)を入力する。入力はセンサーからのデータを組み合わせて半自動入力となっており、シンプルに入力作業ができるように設計されている。
佐藤氏は「手入場が最も錯綜するところで、何が起こっているのかを把握するのが大変でした。
その管理をするためにTC55を入れたともいえます」と指摘する。
前述の通り、手入場では人手で作業を行い、疵の多い少ない、深い浅いによって作業時間が異なる。それが人によるバラつきなのか、素材単体のバラつきなのか今まで分からなかったという。TC55を使って記録することで、精度の高い作業実績データの収集が可能になった。

素材の移動記録
もう一つ重要な機能が素材の移動記録だ。プロセスシートのバーコードをTC55のバーコード読み取り専用エンジンで読んでから、作業に伴う置き場所の移動についてTC55経由でシステムに入力し、実際に移動する。この作業にはキー操作するハンディターミナルではなく、TC55ならではの大画面が活躍する。工場内のマップを表示し、タップして置き場所を選択するだけなので、操作性は高い。ジョブショップ型の工場だけに、素材は構内にランダムに置かれている。TC55導入前は、まず目的の素材がどこに置いてあるか、PCを設置した詰所に行ってデータを確認するところから作業を始める必要があった。それが現在では、携帯するTC55で構内のどこにいてもすぐに確認可能だ。
TC55は金型の管理でも役立っている。金型表面の付着物の除去作業について、開始時間・終了時間をTC55でシステム入力する作業管理もその用途の1つ。もう1つが、金型の置き場所管理だ。金型は何百種類もあり、素材と同じくランダムに構内に置かれたり、倉庫内に保管されたりと場所の管理が煩雑。下部に共通の金型を使って上部だけ変える使い方もあるなど、組み合わせも何通りもあり、スムーズなプレス作業のためには適切な金型の置き場所管理が重要テーマだった。金型は企業機密の塊であるため、編集部の写真撮影は許されなかったが、構内には金型が所狭しと並んでいた。佐藤氏も「しっかり管理できていないと広大な構内や屋外の倉庫を探し回ることになります。移動の記録と実際の現物の場所を“情物一致”で管理するのが大事です」と語る。
金型を保管する倉庫は屋外に計2棟あり,置き場所を番地管理している。移動に際しては常にTC55で入力して記録する。

写真は倉庫の「東側A01」に保管中の金型一覧を表示し、そのうち3つを移動のために選択したところ。移動先は素材の移動と同じく画面に表示された地図から選択する。
金型は親会社とやりとりすることもあるが、同社の管理が行き届いているだけに、所在確認の問い合わせを受けることもあるという。
データを元に経営分析高精度の生産計画を作成
現場作業での使用を前提としているため、入力負荷の軽減には最大限こだわる

谷 晋一氏
基本的に片手だけの操作で作業が完結できるTC55だが、システム面でさらに進化中だ。JFEシステムズ製造流通システム事業部 関西事業所 開発部 製造流通グループ プロジェクトマネージャーの谷晋一氏は、「現場作業での使用を前提としているため、入力負荷の軽減には、最大限こだわっています。
現在のシステムも右手の親指だけで操作を完結できるように設計していますが、直感的な操作性などスマートフォンのメリットを最大限に活かすため、今後さらにレベルアップする予定です」と開発方針を説明する。
写真は開発中の操作画面。直感的な操作とスマホらしい右手だけの操作で完結する選択メニュー表示を実現している。谷氏は「実際の作業現場では、例えば自分の腰が回る範囲に治具を置くなど、作業性を向上させるための工夫がなされています。TC55の操作を、親指の可動範囲での操作で完結できるようにしたのも、同様の工夫です。
小さな工夫でも、現場作業の中では大きな違いとなって表れます」と語る。

詳細な経営分析も可能
さらにTC55の導入によって、詳細な経営分析も可能になった。従来は「たぶんこれくらい」といった感覚でしか分からなかった作業時間を正確に把握できるようになったからだ。佐藤氏は「磨く作業を1本仕上げるのに30分かかっていたと分かれば、それを20分、15分に短縮するにはどうすればよいのか、工夫を考えるきっかけにつながります」と指摘する。そのほかの工程でも意外なボトルネックが明らかになるなど、TC55から集まった情報が現場改善のテーマに直結しているという。
今後は、TC55からのデータを元に各作業者の能力評価を行い、生産計画の作成に反映させる。作業実績に基づく計画なので精度も高くなる。作業実績もTC55から収集し、それを次の生産計画につなぐサイクルを回していく。今年9月までに実現する予定だ。また入力負荷をさらに軽減させるため、ビーコン技術(Bluetoothを応用)を使った入力レスでのシステム起動・作業実績取得も企画中だ。
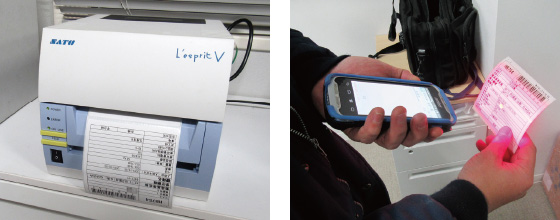
同社の現場ではサトー製のラベルプリンターも活躍していた。荒地鍛造後、素材をコーティングすると素材の刻印が見えにくくなる。刻印はプロセスシートと素材を紐付けて管理の重要な印となるもの。そこで刻印の代わりにラベルを素材に貼付する。正確なバーコード印字ができるのでTC55によるバーコードオペレーションもスムーズに進む。
同社では現在、11台のTC55を使用しているが、社員全員(55人)に持たせる構想となっている。現場作業の利便性向上、そして経営分析まで、IoT技術とTC55の組み合わせが持つ可能性を示す事例だろう。